
专属客服号

微信订阅号
全面提升数据价值
赋能业务提质增效
摘要:三元电池中的正极材料镍、钴、锰等贵金属在我国矿产资源中十分稀少且主要依赖进口,随着动力电池市场的迅速增长,锂电企业对镍、钴、锰等贵金属的需求不断增加,原材料价格和进口比例也在节节攀升。面对如此庞大市场需求,无论是技术团队还是锂电企业都发觉了产业风向,纷纷瞄准镍、钴、锰等金属的回收市场,在技术和资金的大力推动下也造就了一片新蓝海。
目前,新能源汽车已经成为一个高速发展的产业,市场规模逐渐扩大,技术路线逐渐完善,同时作为其动力来源的动力电池也完成了由探索期向成熟期的过渡。当前新能源汽车动力电池主要分为磷酸铁锂电池和三元电池两大类别,其中磷酸铁锂电池因其稳定性和廉价性占据了半壁江山,而三元材料电池具有高能量密度、充电速度更快、耐温性较好等特点也备受市场的青睐。
三元材料电池行业高速发展 市场占有率进一步提升
三元电池全称是“三元材料电池”,一般是指采用镍钴锰酸锂(Li(NiCoMn)O2,NCM)或镍钴铝酸锂(NCA)为正极的锂电池,把钴盐、镍盐、锰盐按照不同比例进行调整以达到所需要的性能。一般三元材料电池的标称电压可达到3.6-3.8V,其能量密度较高、振实密度高、输出功率较大、电压平台高、续航里程长,但其高温稳定性差不适合高寒地区,同时其造价较高也相应的拉动了新能源汽车的制造成本。
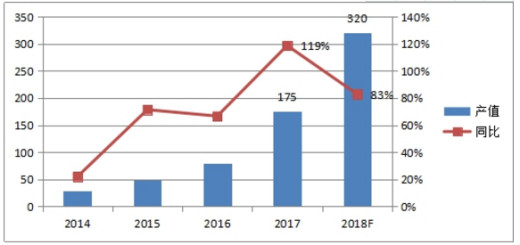
图1 2014-2018年中国不同类型正极材料产量及预测(万吨)
(数据来源:起点研究)
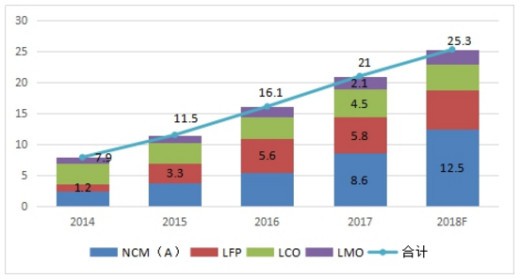
图2 2014-2018年中国三元材料市场规模及预测
(数据来源:起点研究)
受动力锂电池市场快速发展的影响,三元材料也呈现高速发展的势头,且基于需求端对于新能源汽车提出的更高要求,高镍三元材料及新型高电压正极材料也越发受到电池厂家的重视。据行业机构统计数据显示,2017年,我国锂电三元材料产量8.6万吨,同比增长59%;产值175亿元,同比增长超过119%,未来也将处于持续的增长中。
三元材料市场的快速增长,也带动了原材料价格的急速上升,未来随着新能源汽车市场规模的不断扩大,三元锂电池的市场占有率将会进一步提升,这也必将拉动镍钴锰等相关金属原材料需求的快速增长,镍、钴、锰等贵金属价格有望维持高位,三元锂电池回收市场的经济效益也得以凸显。
电池回收市场将进入百亿蓝海 镍钴锰回收市场经济效益显著
公开数据显示,2017年,我国新能源汽车全年总销量为77.7万辆,成功实现汽车产业的“弯道超车”,同时我国新能源汽车市场后劲依然强劲,2018年上半年我国新能源汽车产销分别完成41.3万辆和41.2万辆,同比增长94.9%和111.5%,这也使我国成为名副其实的新能源汽车第一大国。
新能源汽车市场的爆发性增长也催生了回收行业的新蓝海,据工信部数据显示,截至2017年底累计装配动力蓄电池约86.9GWh,预计2020年新能源汽车销量达200万辆,且纯电动车占比达56%。按照新能源商用车动力电池使用年限2-3年,乘用车使用年限5-6年计算,预计我国动力电池回收利用市场在2020年将达到107亿元左右,其中再生利用市场约43亿元,梯级利用市场约64亿元。
动力电池回收的主要产品为电池的正极、负极、隔膜及电解质中大量贵金属。在三元电池中主要为钴、锂、镍、锰等,其价值最高利润最大。以三元523电池为例,每吨三元电池镍、钴、锰、锂含量约为96千克、48千克、32千克、19千克,据生意社统计,近期钴报价45万元/吨,金属镍报价10万元/吨,金属锰1.7万元/吨,碳酸铁锂也处于在7.7万元/吨的高位,由此来看动力电池中重金属的回收将会带来一笔可观收益。
伴随高能量密度的三元电池需求量持续增加,下游市场对镍、钴、锰、锂等原材料的需求亦将更加紧俏。所以通过对废旧锂电池进行回收,将镍、钴、锰、锂等贵金属进行提取进行循环再利用,是规避上游原材料稀缺和价格波动风险的有效途径,不光有利于资源可持续发展,其带来的经济效益也十分显著。
国内与国外回收企业对比 起步较晚但发展势头强劲
在电池回收企业方面,美国的Umicore、加拿大的Toxco、德国的Batrec Industrie AG、日本东芝TERUME均可以规模化回收动力电池,其中Toxco公司回收性能较能全面,能处理不同型号、不同化学性质的锂电池。相较于国外企业,国内起步较晚,但是发展势头强劲,目前我国仅有不到50家电池回收企业,其能达到相应技术标准和产业规模的更是凤毛麟角。在为数不多的企业中格林美、赣州豪鹏和邦普三家公司形成三足鼎立的局势,合计占有90%电池回收市场。
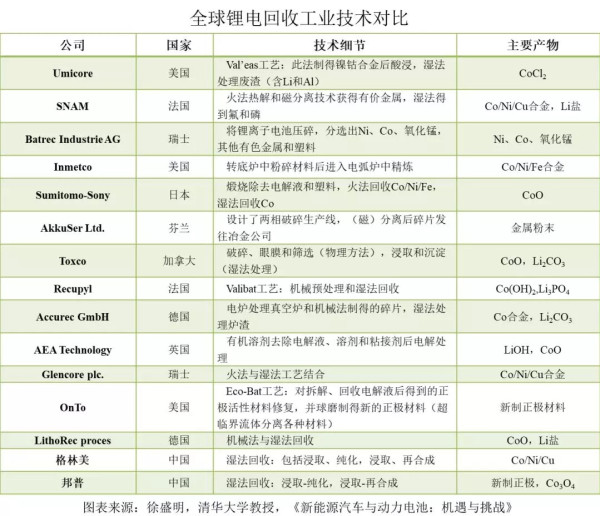
图3 全球锂电回收工业技术对比
在回收工艺上,我国和国外的技术手段也存在较大差异。Inmetco公司主要采用干法工艺在电弧炉内高温处理,Toxco公司主要采用湿法工艺先将废锂离子电池在-198℃液氮中低温粉碎回收,德国则普遍采用湿法与干法结合的工艺,通过“预处理-真空热处理-机械处理-造块-火法-湿法”的工艺流程在不同处理阶段回收得到材料,而国内企业格林美、邦普等普遍以湿法工艺为主结合干法工艺辅助进行回收。
此外,我国电池回收企业针对行业痛点,提出了退役电池筛选检测的健康指数评估,在动力电池的设计生产、拆卸、包装运输、存储、余能检测、拆解、梯级利用、再生利用的阶段制定相应标准体系,为动力电池回收的规模化、市场化、标准化指明了方向。
技术团队不断探索 三元材料镍钴锰回收率可达99%以上
目前,我国三元材料电池回收工艺主要采用干法、湿法和生物回收,其中湿法为目前的主要工艺,其回收率高且能够对贵金属进行定向回收;干法一般作为湿法的配套工艺,主要用于金属的初步处理;而生物回收尚处于初级阶段,技术发展仍不成熟,暂未进行商业化使用。
针对三元材料的回收工艺,我国技术团队都在不断探索力,求发掘更为先进的方法在技术层面追赶国外企业。兰州大学的王大辉教授对传统湿法冶金工艺进行改进,采用“低温焙烧-水溶解-再制造”的短流程技术简化了湿法工艺路线,降低了能耗,硫酸用量减少降低了酸污染,可以节约成本5000元/吨。
北京工业大学的席晓丽教授引进半自动化的拆解回收工艺,通过“拆解-焙烧-破碎-振动筛(正负极)”实现材料回收,过程中采用酸性浸出“配合-沉淀”法得到铁、锰、铜金属,采用电沉积法和吸附法实现镍、锂回收,钴回收先用草酸进行沉淀,再进行结构修复可得到性能可比拟原矿产品的再生产品;席老师研究的三元正极材料镍钴锰等有价金属的浸出率达到99%以上,对镍钴正极材料酸浸除杂后共沉淀得到前驱体,再煅烧可得再生正极材料。
中南大学的叶红齐教授也研发出一种高锰镍钴废料分离回收新工艺,不光适用于三元电池材料镍钴锰的回收,还适用于PTA催化剂废料、人造金刚石催化剂废料、苯乙酸催化剂废料、高锰镍钴矿、锰钴渣等。该方法在保证镍和钴回收率的同时有效地分离回收锰,使锰和钴得到有效地回收利用。同时该方法具有处理费用低、操作简单、全湿法流程工艺流程短、对设备无特殊要求、物料可以循环利用、工艺环境友好等特点。针对这一项目叶红齐教授也期待与行业内的专家和企业进行交流合作,共同促进项目的落实和推广。
结语
在新能源汽车及动力电池行业高速发展的带动下,预计我国2020年电池回收市场规模将达百亿元,而技术的突破和工艺的创新也促进电池回收行业向自动化、高效化转变,在新技术的加持下三元电池镍钴锰回收率可达99%以上,锂资源回收率达60%以上。同时镍、钴、锰等贵金属回收行业的进步,也将推动我国资源可持续发展战略的实施,为新能源汽车及锂电行业的前行再添助力。
本文为我公司原创,欢迎转载,转载请标明出处,违者必究!

客户服务热线:
周一至周五(09:00 - 18:00)

专属客服号

微信订阅号
Copyright © 北京笃威尔数字技术有限公司 | 五度易链 京ICP备2021019355号-2 京公网安备11010602103306
公司地址:北京市丰台区广安路9号国投财富广场1号楼12层 联系电话:010-68321050
Copyright © 北京笃威尔数字技术有限公司 | 五度易链 京ICP备2021019355号-2 京公网安备11010602103306
公司地址:北京市丰台区广安路9号国投财富广场1号楼12层 联系电话:010-68321050
请完善以下信息,我们的顾问会在1个工作日内与您联系,为您安排产品定制服务






评论